- Bạn chưa chọn sản phẩm nào
- Tiếp tục mua hàng
Bước ren thường được tìm hiểu bởi kỹ sư cơ khí, thợ gia công tiện – phay, kỹ thuật viên lắp ráp, nhà thầu xây dựng, sinh viên ngành cơ khí, cũng như những người làm trong lĩnh vực chế tạo máy, sản xuất bulong – ốc vít và bảo trì thiết bị.
Nhu cầu tìm hiểu về bước ren ngày càng cao, bởi đây là thông số quan trọng giúp kỹ sư, thợ cơ khí và người dùng lựa chọn đúng loại bulong – ốc vít phù hợp cho từng ứng dụng thực tế.
Cùng Thép Hùng Phát tìm hiểu chi tiết về bước ren là gì và tham khảo bảng tra bước ren hệ mét, hệ inch để dễ dàng lựa chọn bulong – ốc vít phù hợp cho từng ứng dụng.
Mục lục
- Khái Niệm Về Ren Và Bước Ren
- Ý Nghĩa Của Bước Ren
- Bảng Tra Bước Ren Hệ Mét (Metric Thread Pitch)
- Bảng Tra Bước Ren Hệ Inch (Unified Thread Pitch – UNC/UNF)
- Phân Loại Bước Ren Thông Dụng
- Các loại ren theo tiêu chuẩn áp dụng
- Cách Đo Và Xác Định Bước Ren
- Các loại bước ren đóng vai trò trong những ngành nào?
- Lưu Ý Khi Chọn Và Gia Công Bước Ren
- Kết Luận
- Đơn vị gia công ren và vật tư ren hàng đầu
Khái Niệm Về Ren Và Bước Ren
Trong ngành cơ khí và chế tạo máy, ren (thread) là một dạng gân xoắn ốc được tiện hoặc cán trên bề mặt trụ tròn (ren ngoài) hoặc mặt lỗ tròn (ren trong). Ren giúp liên kết chặt chẽ các chi tiết cơ khí thông qua bulong, ốc vít, ty ren, hoặc được dùng để truyền chuyển động trong vít me – đai ốc.
Trong các thông số kỹ thuật của ren, có 3 yếu tố cơ bản cần quan tâm:
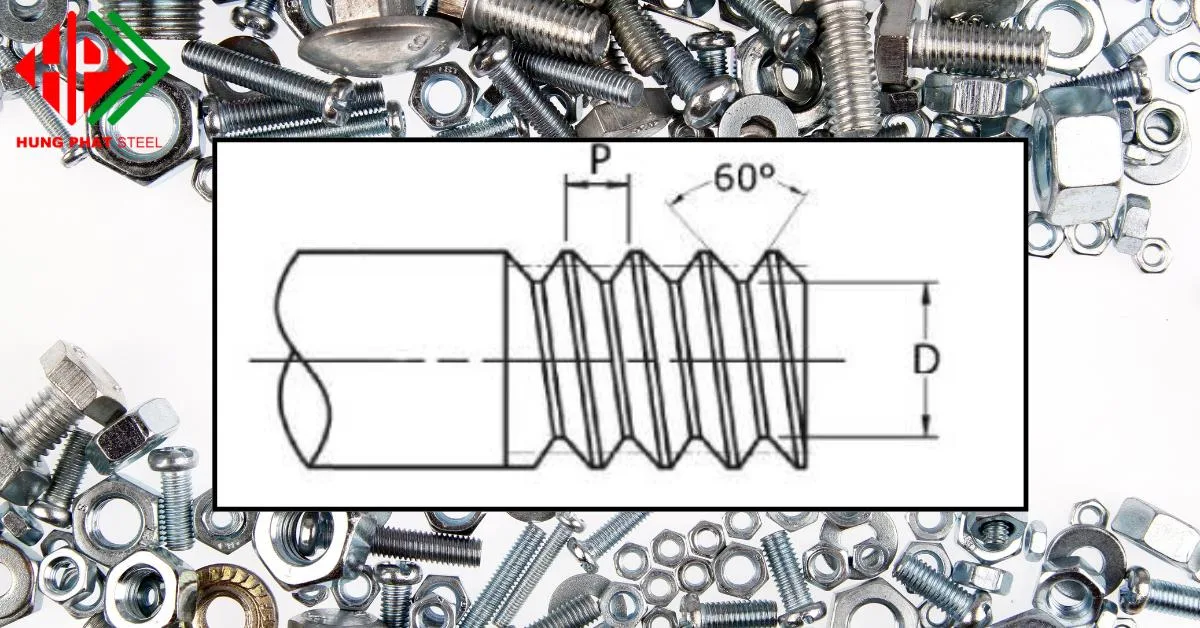
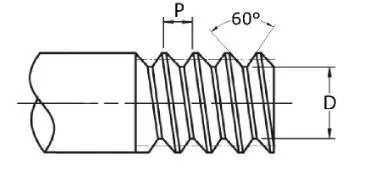
- Đường kính ren (D): Là kích thước đường kính ngoài của ren, thường tính bằng mm (hệ mét) hoặc inch (hệ inch).
- Góc profin ren (α): Góc giữa hai sườn ren, phổ biến nhất là 60° đối với ren hệ mét và ren hệ inch tiêu chuẩn.
- Bước ren (P): Khoảng cách song song với trục, giữa hai đỉnh ren hoặc hai chân ren kề nhau. Đây chính là khái niệm quan trọng nhất khi phân loại và tra cứu ren.
👉 Định nghĩa: Bước ren (pitch) là khoảng cách giữa hai vòng ren liền kề đo song song với trục vít. Nếu ta cắt dọc bulong và nhìn theo phương ngang, bước ren sẽ là khoảng cách từ một đỉnh ren đến đỉnh ren kế tiếp.
Ví dụ:
- Nếu ta có bulong M10 x 1.5, trong đó M10 là đường kính ngoài ren = 10 mm, còn 1.5 là bước ren = 1.5 mm.
- Nghĩa là khi ta xoay vít đúng 1 vòng, nó sẽ tiến hoặc lùi được 1.5 mm theo phương dọc trục.
Ý Nghĩa Của Bước Ren
Bước ren là yếu tố quyết định khả năng làm việc của ren, ảnh hưởng trực tiếp đến:
- Khả năng liên kết: Ren bước nhỏ (fine thread) thường ăn khớp nhiều vòng hơn trong cùng chiều dài, giúp liên kết chắc chắn, chịu rung động tốt.
- Tốc độ truyền động: Ren bước lớn (coarse thread) sẽ dịch chuyển nhanh hơn mỗi vòng quay, nên thường dùng trong vít me, ê-tô, cơ cấu nâng hạ.
- Độ bền ren: Ren bước nhỏ thường ít bị tuôn ren hơn khi chịu lực kéo hoặc rung động.
- Ứng dụng:
-
Ren bước lớn: Bulong kết cấu thép, lắp ráp thô.
-
Ren bước nhỏ: Chi tiết máy chính xác, bulong ô tô, hàng không.
-
Bảng Tra Bước Ren Hệ Mét (Metric Thread Pitch)
- Ký hiệu bắt đầu bằng chữ M, theo sau là đường kính danh nghĩa và bước ren tính bằng mm.
- Ví dụ: M12 × 1.75 có nghĩa đường kính ngoài ren là 12 mm và bước ren là 1.75 mm.
- Đây là loại ren phổ biến nhất tại Việt Nam và châu Âu, thường dùng trong chế tạo cơ khí, xây dựng, kết cấu thép.
- Ưu điểm: dễ tiêu chuẩn hóa, gia công chính xác, phù hợp nhiều ứng dụng từ bulong, ty ren đến vít me.
Bảng sau đây thể hiện bước ren tiêu chuẩn cho các đường kính từ M1 đến M100:
| Đường kính danh nghĩa (mm) |
Bước ren lớn (mm) |
Bước ren nhỏ (mm) |
Bước ren rất nhỏ (mm) |
|---|---|---|---|
| M3 | 0.5 | 0.35 | – |
| M4 | 0.7 | 0.5 | – |
| M5 | 0.8 | 0.5 | – |
| M6 | 1.0 | 0.75 / 0.5 | – |
| M8 | 1.25 | 1.0 / 0.75 | – |
| M10 | 1.5 | 1.25 / 1.0 | – |
| M12 | 1.75 | 1.5 / 1.25 | 1.0 |
| M16 | 2.0 | 1.5 | – |
| M20 | 2.5 | 2.0 / 1.5 | – |
| M24 | 3.0 | 2.0 | – |
| M30 | 3.5 | 2.0 / 2.5 | – |
| M36 | 4.0 | 3.0 | – |
| M42 | 4.5 | 3.0 / 4.0 | – |
| M48 | 5.0 | 3.0 / 4.0 | – |
| M56 | 5.5 | 4.0 | – |
| M64 | 6.0 | 4.0 | – |
| M72 | 6.0 | 4.0 | – |
| M80 | 6.0 | 4.0 | – |
| M100 | 6.0 | 4.0 | – |
- (Bảng trên chỉ mang tính tham khảo, mỗi tiêu chuẩn JIS, ISO, DIN có thể có sai số nhỏ.)
Bảng Tra Bước Ren Hệ Inch (Unified Thread Pitch – UNC/UNF)
Trong hệ inch, thay vì tính bằng mm, người ta quy định theo số sợi ren trên mỗi inch (TPI).
- UNC (Unified National Coarse): Ren bước lớn.
- UNF (Unified National Fine): Ren bước nhỏ.
- UNEF (Unified National Extra Fine): Ren siêu nhỏ.
Ký hiệu bằng chữ UNC, UNF, UNEF kết hợp với số sợi ren trên mỗi inch (TPI – threads per inch).
- Ví dụ: 1/2″ – 13 UNC, nghĩa là đường kính danh nghĩa 1/2 inch (~12.7 mm), có 13 vòng ren trong 1 inch chiều dài, tương đương bước ren khoảng 1.95 mm.
- Loại ren này phổ biến ở Mỹ, Anh và các thiết bị công nghiệp nhập khẩu.
- Ưu điểm: thích hợp với các ứng dụng chịu tải lớn, thiết bị cơ khí chính xác và công nghiệp nặng.
| Kích thước danh nghĩa (inch) |
UNC (bước lớn) – TPI |
UNF (bước nhỏ) – TPI |
UNEF – TPI |
|---|---|---|---|
| 1/4″ | 20 | 28 | 32 |
| 5/16″ | 18 | 24 | – |
| 3/8″ | 16 | 24 | 32 |
| 7/16″ | 14 | 20 | 28 |
| 1/2″ | 13 | 20 | 28 |
| 9/16″ | 12 | 18 | 24 |
| 5/8″ | 11 | 18 | 24 |
| 3/4″ | 10 | 16 | 20 |
| 7/8″ | 9 | 14 | 20 |
| 1″ | 8 | 12 | 20 |
| 1-1/4″ | 7 | 12 | – |
| 1-1/2″ | 6 | 12 | – |
👉 Ví dụ: 1/2″ – 13 UNC có nghĩa đường kính danh nghĩa là 1/2 inch = 12.7 mm, số vòng ren trên 1 inch chiều dài là 13, nên bước ren ≈ 25.4 / 13 = 1.95 mm.
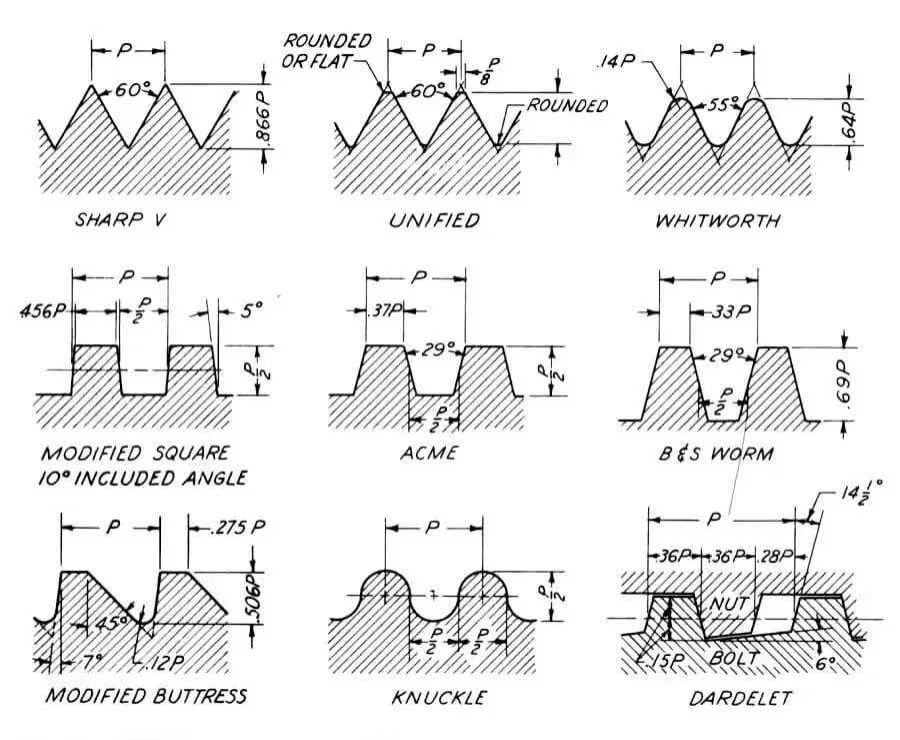
Phân Loại Bước Ren Thông Dụng
Dưới đây là những dòng phổ thông nhất trên thị trường:
Ren bước lớn (Coarse thread):
- Đây là loại tiêu chuẩn theo đường kính, dễ sản xuất, phổ biến trong chế tạo bulong, ốc vít thông dụng.
- Ưu điểm:
- Dễ gia công, ít yêu cầu độ chính xác cao.
- Khả năng chống tuôn ren tốt khi siết – tháo nhiều lần.
- Thường dùng trong xây dựng, kết cấu thép, liên kết máy móc công nghiệp.
Ren bước nhỏ (Fine thread):
- Có số vòng ren nhiều hơn trong cùng một chiều dài, tức là bước ren ngắn hơn.
- Ưu điểm:
- Tăng độ bền mối ghép vì diện tích tiếp xúc lớn hơn.
- Giảm nguy cơ tự tháo lỏng khi chịu rung động.
- Dễ siết chặt hơn trong không gian hẹp.
- Ứng dụng: thường dùng trong cơ khí chính xác, chế tạo ô tô, hàng không, dụng cụ máy móc cần chịu rung động.
Ren bước siêu nhỏ (Extra fine thread):
- Bước ren cực ngắn, số vòng ren dày đặc.
- Ít gặp trong đời sống hàng ngày, chủ yếu xuất hiện trong dụng cụ y tế, thiết bị hàng không, đồng hồ, thiết bị điện tử cao cấp.
- Ưu điểm: siết chặt cực kỳ chắc chắn, chịu rung động tốt, thích hợp cho không gian cực nhỏ và yêu cầu độ chính xác rất cao.
Cách Đo Và Xác Định Bước Ren
Để đo số liệu chuẩn xác, người thợ cơ khí hoặc kỹ sư thường áp dụng một số phương pháp sau, tùy theo loại ren và độ chính xác cần thiết:
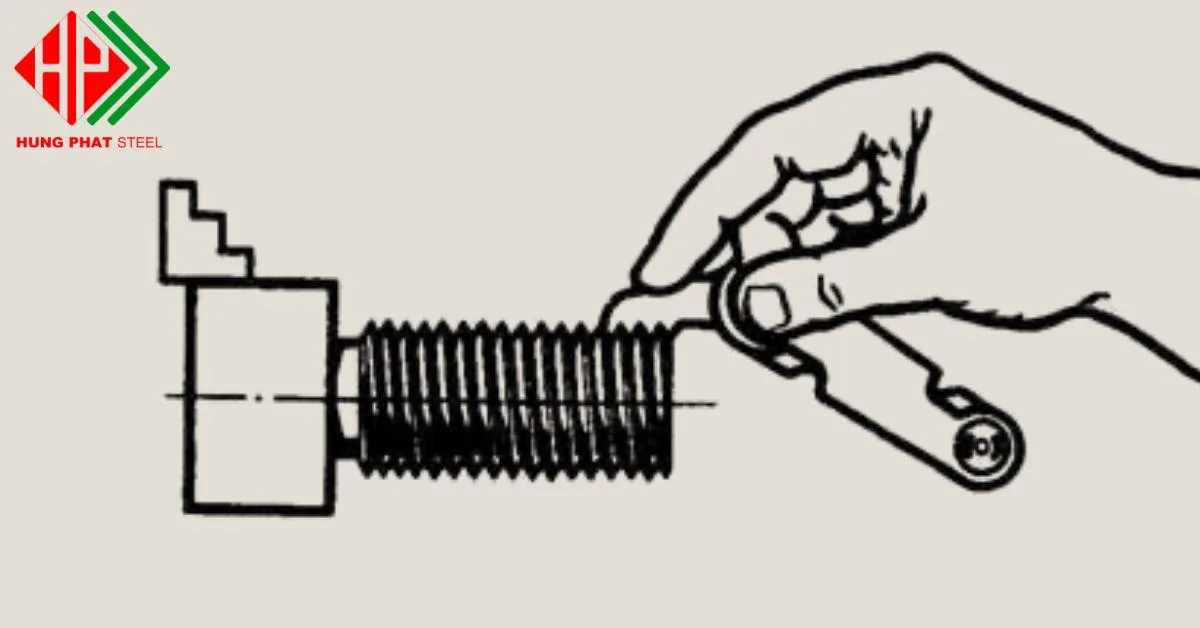
1. Dùng thước đo ren (Thread Pitch Gauge) – cách phổ biến nhất
-
Cấu tạo: Là bộ thước gồm nhiều lá thép mỏng, mỗi lá có răng cưa được gia công theo chuẩn bước ren khác nhau (hệ mét, hệ inch).
-
Cách đo:
-
Chọn bộ thước đo ren phù hợp (metric hoặc inch).
-
Lần lượt áp từng lá thước vào ren ngoài (bulong, ty ren) hoặc ren trong (lỗ ren).
-
Lá nào khớp hoàn toàn với các rãnh ren thì đó chính là bước ren.
-
-
Ưu điểm: Nhanh, dễ dùng, phổ biến trong xưởng cơ khí.
-
Nhược điểm: Khó đo ren bị mòn hoặc kích thước rất nhỏ.
2. Đo bằng thước cặp / kính hiển vi cơ khí
-
Cách đo thủ công:
-
Dùng thước cặp đo chiều dài của 10 vòng ren liên tiếp.
-
Lấy kết quả chia cho 10 → được giá trị bước ren.
-
Ví dụ: đo được 15 mm cho 10 vòng ren → bước ren = 1.5 mm.
-
- Cách đo hiện đại: Dùng kính hiển vi đo lường hoặc máy chiếu biên dạng (profile projector) để phóng to biên dạng ren và đọc trực tiếp.
- Ưu điểm: Chính xác cao.
- Nhược điểm: Mất thời gian hơn, cần dụng cụ chuyên dụng.
3. Đo bằng máy đo tọa độ CMM (Coordinate Measuring Machine)
- Cách đo: Dùng đầu dò chạm vào các đỉnh ren/đáy ren, máy sẽ quét biên dạng và phần mềm tính toán chính xác bước ren.
- Ưu điểm: Chính xác tuyệt đối, dùng cho kiểm tra ren quan trọng trong ngành hàng không, ô tô.
- Nhược điểm: Tốn kém, chỉ có ở phòng kiểm định hoặc nhà máy lớn.
4. Đo gián tiếp qua số vòng ren / chiều dài chuẩn
-
Đặc biệt với ren hệ inch (UNC/UNF), có thể tính bằng công thức:
P=25.4TPIP = \frac{25.4}{\text{TPI}}
Trong đó:
-
P = bước ren (mm).
-
TPI = số vòng ren trên 1 inch.
-
-
Ví dụ: 1/2″–13 UNC → TPI = 13 → bước ren ≈ 25.4 / 13 = 1.95 mm.
Lưu ý khi đo bước ren
- Xác định rõ loại ren (hệ mét hay hệ inch) trước khi đo để chọn dụng cụ phù hợp.
- Ren bị mòn hoặc gãy khúc có thể làm sai kết quả, nên chọn vị trí ren còn nguyên vẹn.
- Với ren quan trọng (ô tô, hàng không, y tế) nên đo bằng nhiều phương pháp để đối chiếu.
- Luôn so sánh với bảng tra ren tiêu chuẩn sau khi đo để xác nhận chính xác.

Các loại bước ren đóng vai trò trong những ngành nào?
Dưới đây là những ngành thông dụng
Cơ khí chế tạo:
Ren đóng vai trò trung tâm trong sản xuất các chi tiết lắp ghép. Các loại bulong, ốc vít, ty ren, vít me – đai ốc đều phải tính toán bước ren phù hợp để đảm bảo khả năng chịu lực và độ bền. Trong máy CNC hoặc máy tiện, vít me bi với bước ren chính xác còn quyết định độ mịn và độ chính xác của chuyển động.
Ngành xây dựng:
Các loại ty ren M16 – M24 bước lớn thường được dùng để neo móng, lắp dựng kết cấu thép, giàn không gian, nhà xưởng công nghiệp. Ren bước lớn được lựa chọn vì dễ gia công, dễ lắp ráp và tháo dỡ khi cần. Trong xây dựng cầu đường hoặc công trình trọng điểm, ren bước lớn còn được kết hợp với bulong cường độ cao để gia tăng an toàn kết cấu.
Ô tô – xe máy:
Trong lĩnh vực ô tô, xe máy, ren bước nhỏ như M10 x 1.25 rất phổ biến, đặc biệt ở các chi tiết quan trọng như bu-gi, hệ thống phanh, ống dẫn dầu, hệ thống lái. Việc sử dụng ren bước nhỏ giúp mối ghép chắc chắn hơn, chống tuôn ren và đảm bảo an toàn khi xe vận hành ở tốc độ cao, chịu nhiều rung lắc.
Điện – điện tử:
Do tiêu chuẩn quốc tế, nhiều thiết bị điện tử và cơ điện nhập khẩu (từ Mỹ, Nhật, EU) sử dụng ren hệ inch (UNC, UNF). Chúng thường xuất hiện ở các cổng kết nối, vỏ thiết bị, bộ gá kẹp và linh kiện điện tử chính xác. Việc nắm rõ bước ren inch giúp dễ dàng thay thế, sửa chữa hoặc chế tạo phụ kiện tương thích.
Hàng không – y tế:
Đây là những ngành có yêu cầu khắt khe về độ an toàn và độ chính xác. Do đó, ren bước rất nhỏ (UNEF) thường được sử dụng cho các chi tiết như khớp nối trong động cơ máy bay, thiết bị đo lường chính xác, dụng cụ phẫu thuật, máy móc y tế và thiết bị vi cơ khí. Loại ren này giúp đảm bảo độ bền cao, chống rung động mạnh, đồng thời tối ưu không gian lắp đặt.
👉 Có thể thấy, từ công trình xây dựng quy mô lớn cho đến dụng cụ y tế siêu nhỏ, việc chọn đúng loại bước ren đóng vai trò vô cùng quan trọng, vừa đảm bảo an toàn vừa tối ưu hiệu quả sử dụng.
Lưu Ý Khi Chọn Và Gia Công Bước Ren
-
Đúng tiêu chuẩn: Luôn xác định rõ hệ mét hay hệ inch để tránh nhầm lẫn (M10x1.5 khác với 3/8″-16 UNC).
-
Độ dài ăn khớp: Với ren bước nhỏ, cần đảm bảo chiều sâu lắp ghép đủ dài để đạt lực siết.
-
Dụng cụ gia công: Mỗi loại bước ren cần taro hoặc bàn ren chuyên dụng theo đúng chuẩn.
-
Sai số gia công: Nếu bước ren sai lệch dù rất nhỏ cũng khiến ren bị kẹt hoặc tuôn.
Kết Luận
Bước ren là một thông số quan trọng trong thiết kế, chế tạo và sử dụng bulong – ốc vít – ty ren. Hiểu rõ bước ren giúp kỹ sư, thợ cơ khí chọn đúng loại phù hợp với ứng dụng, tránh nhầm lẫn giữa hệ mét và hệ inch.
-
Với hệ mét, bước ren tính bằng mm (M10 x 1.5).
-
Với hệ inch, bước ren được xác định theo số vòng trên mỗi inch (1/2″ – 13 UNC).
Trong thực tế, việc tra bảng bước ren chuẩn sẽ giúp tiết kiệm thời gian, đảm bảo độ chính xác và an toàn trong thi công, lắp đặt.
Đơn vị gia công ren và vật tư ren hàng đầu

